INDEC VD 80 the new, inexpensive vacuum test system is now available
15. September 2022, - Vacuum inspection
Ensuring the highest product quality is a priority and indispensable goal, especially in the production of food. The tightness of the product container plays an important role.
Leaks can cause their contents to escape to the outside. It is much more important, however, that germs penetrate the container and spoil the products as a result.
The INDEC vacuum testing systems automatically monitor the tightness of containers directly in the production process. A wide variety of containers such as bottles, jars and cans are checked for leaks without contact and defective containers are removed from the product flow.
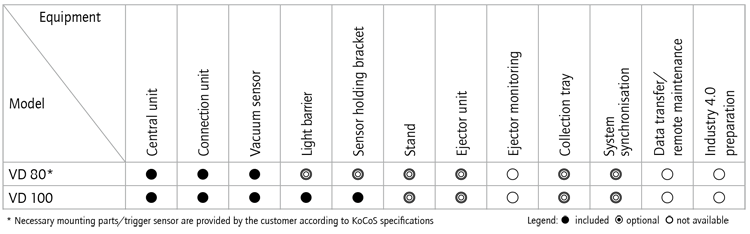
Sometimes, however, small food manufacturers have limited financial budgets to invest in a new complete system for checking closures. For this reason we have developed the price-sensitive basic system INDEC VD 80 and launched it on the market now. The INDEC VD 80 only contains the three core components display unit, connection unit and the sensor head. The required frame components for holding and aligning the sensor head and for holding the display unit and the connection unit often exist from old sensors systems that have been used up to now, which can no longer be repaired economically after more than 15 years of usage. With little effort, those can be modified to accommodate the new core components. The INDEC VD 80 does not differ in any way from the INDEC VD 100 in terms of functionality and reliability.

INDEC VD 80 consisting of display unit, connection unit and sensor head
Of course, if required, these additional components can be retrofitted at any time at a later date according to the following table.
Due to the excellent, semi-automatic self-learning process for determining the sensor parameters (recipes), it is possible for the customer to start up the system himself in the same way as for the INDEC VD 100 with the INDEC VD 80. The deployment of a KoCoS technician or a technician from our local representative on site is not mandatory.